













laminatoio continuo - Processo Properzi
1947 - 1948
inventario
IGB-2509
autori
Properzi, Ilario
(inventore)
collocazione
M0/ Alluminio
descrizione
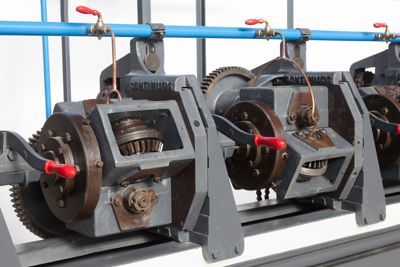
Laminatoio, seconda parte del "Sistema CCR" (Continuous Casting and Rolling - Colata continua in conchiglia chiusa e laminazione diretta). La macchina è composta da 11 gabbie di laminazione a trio in linea, un sistema di raffreddamento ad acqua e un motore elettrico con reostato.
In ogni gabbia, i tre cilindri sono montati a 120° l'uno rispetto all'altro (90-210-330 o 30-150-270 a gabbie alterne), in modo da garantire l'ottenimento di una barra a sezione triangolare ed esagonale nelle prime gabbie e di una vergella a sezione triangolare e circolare nelle ultime. Grazie alla posizione dei cilindri, la deformazione del metallo avviene sempre in direzione longitudinale ed elimina le imperfezioni sempre riscontrabili in prodotti ottenuti tramite laminatoi a duo. Il sistema di lubrificazione a getto di emulsione scorre lungo tutta la parte superiore del laminatoio, mentre una vasca per il recupero dell'emulsione scorre lungo tutta la parte inferiore. Le parti suscettibili a movimentazione manuale (manopole) sono colorate di rosso, secondo quanto indicato dalla regolamentazione dell'epoca.
Corredano la macchina un motore elettrico, un reostato e un serbatoio atto a contenere l'emulsione del sistema lubrificante. Il motore e il reostato sono posizionati in modo da poter fornire il movimento di rotazione ai cilindri mediante alberi, allunghe, giunti e snodi. Le parti suscettibili a movimentazione manuale (manopole e volanti) sono colorate di rosso, secondo quanto indicato dalla regolamentazione dell'epoca.
Prima dell'invenzione di Ilario Properzi, produrre fili di metallo era un lavoro lungo, duro e costoso. Bisognava innanzitutto trasformare il metallo fuso in barre e billette e, in un secondo tempo, laminarle a caldo per ottenere vergella e filo. Tutto per ottenere ca 100 kg di materiale al giorno, e non sempre della lunghezza necessaria. Spesso la testa e la coda del filo dovevano essere tagliate, ripulite e saldate, alle volte utilizzando leghe preziose per la saldatura (come nel caso dei fili di rame per la telefonia che venivano saldati con leghe di argento).
Il "Sistema CCR", capace di produrre vergella dal metallo fuso in pochi minuti, viene brevetato da Ilario Properzi nel 1948, dopo due anni di lavoro al progetto. Nello stesso anno, il primo modello per piombo e zinco (che fondono rispettivamente a 328 e a 420 °C ) viene presentato alla Fiera di Milano e poi inviato a San Gavino, dov'è tuttora in funzione in una fabbrica che produce pallini da caccia. Properzi lavora direttamente sul secondo modello, quello oggi costudito presso il Museo Nazionale della Scienza e della Tecnologia.
Negli anni '50 Properzi estende la sua produzione all'alluminio (punto di fusione 660 °C) e inizia a lavorare con il rame (punto di fusione 1083 °C). Il mercato inizia a chiamare "Properzi rod" la vergella di alluminio in matasse di grande lunghezza.
Gli anni '60 vedono le macchine di Properzi diventare più grandi, complicate e sofisticate. Finalmente arriva anche il riconoscimento mondiale, con la nascita del Modello 7. Dopo innumerevoli tentativi di convincere l'industria del rame ad accettare ed utilizzare la sua macchina, Properzi riesce a venderla a due compagnie, una russa ed una americana. Le macchine hanno ancora bisogno di essere perfezionate, ma appare subito chiaro che i vantaggi del nuovo processo sono innumerevoli.
Dal punto di vista meccanico e costruttivo, Properzi fa il passo decisivo nel 1966, con la nascita del Modello 8. Questo sistema convince la grande manifattura Nord Americana, dimostrando che il "Sistema CCR" è più che in grado di sopperire alla richiesta della grande produzione.
Nei primi anni '70, macchine capaci di produrre 100.000 tonnellate di filo di rame all'anno vengono vendute in Svezia, Italia e Grecia e nel 1973 Ilario Properzi viene insignito dalla International Association of Wire del premio Mordica Memorial per "il suo contributo all'industria del cavo, attraverso la ricerca, lo sviluppo, l'innovazione e altri contributi tecnici".
In ogni gabbia, i tre cilindri sono montati a 120° l'uno rispetto all'altro (90-210-330 o 30-150-270 a gabbie alterne), in modo da garantire l'ottenimento di una barra a sezione triangolare ed esagonale nelle prime gabbie e di una vergella a sezione triangolare e circolare nelle ultime. Grazie alla posizione dei cilindri, la deformazione del metallo avviene sempre in direzione longitudinale ed elimina le imperfezioni sempre riscontrabili in prodotti ottenuti tramite laminatoi a duo. Il sistema di lubrificazione a getto di emulsione scorre lungo tutta la parte superiore del laminatoio, mentre una vasca per il recupero dell'emulsione scorre lungo tutta la parte inferiore. Le parti suscettibili a movimentazione manuale (manopole) sono colorate di rosso, secondo quanto indicato dalla regolamentazione dell'epoca.
Corredano la macchina un motore elettrico, un reostato e un serbatoio atto a contenere l'emulsione del sistema lubrificante. Il motore e il reostato sono posizionati in modo da poter fornire il movimento di rotazione ai cilindri mediante alberi, allunghe, giunti e snodi. Le parti suscettibili a movimentazione manuale (manopole e volanti) sono colorate di rosso, secondo quanto indicato dalla regolamentazione dell'epoca.
Prima dell'invenzione di Ilario Properzi, produrre fili di metallo era un lavoro lungo, duro e costoso. Bisognava innanzitutto trasformare il metallo fuso in barre e billette e, in un secondo tempo, laminarle a caldo per ottenere vergella e filo. Tutto per ottenere ca 100 kg di materiale al giorno, e non sempre della lunghezza necessaria. Spesso la testa e la coda del filo dovevano essere tagliate, ripulite e saldate, alle volte utilizzando leghe preziose per la saldatura (come nel caso dei fili di rame per la telefonia che venivano saldati con leghe di argento).
Il "Sistema CCR", capace di produrre vergella dal metallo fuso in pochi minuti, viene brevetato da Ilario Properzi nel 1948, dopo due anni di lavoro al progetto. Nello stesso anno, il primo modello per piombo e zinco (che fondono rispettivamente a 328 e a 420 °C ) viene presentato alla Fiera di Milano e poi inviato a San Gavino, dov'è tuttora in funzione in una fabbrica che produce pallini da caccia. Properzi lavora direttamente sul secondo modello, quello oggi costudito presso il Museo Nazionale della Scienza e della Tecnologia.
Negli anni '50 Properzi estende la sua produzione all'alluminio (punto di fusione 660 °C) e inizia a lavorare con il rame (punto di fusione 1083 °C). Il mercato inizia a chiamare "Properzi rod" la vergella di alluminio in matasse di grande lunghezza.
Gli anni '60 vedono le macchine di Properzi diventare più grandi, complicate e sofisticate. Finalmente arriva anche il riconoscimento mondiale, con la nascita del Modello 7. Dopo innumerevoli tentativi di convincere l'industria del rame ad accettare ed utilizzare la sua macchina, Properzi riesce a venderla a due compagnie, una russa ed una americana. Le macchine hanno ancora bisogno di essere perfezionate, ma appare subito chiaro che i vantaggi del nuovo processo sono innumerevoli.
Dal punto di vista meccanico e costruttivo, Properzi fa il passo decisivo nel 1966, con la nascita del Modello 8. Questo sistema convince la grande manifattura Nord Americana, dimostrando che il "Sistema CCR" è più che in grado di sopperire alla richiesta della grande produzione.
Nei primi anni '70, macchine capaci di produrre 100.000 tonnellate di filo di rame all'anno vengono vendute in Svezia, Italia e Grecia e nel 1973 Ilario Properzi viene insignito dalla International Association of Wire del premio Mordica Memorial per "il suo contributo all'industria del cavo, attraverso la ricerca, lo sviluppo, l'innovazione e altri contributi tecnici".
definizione
laminatoio continuo per processo di colata continua e laminazione diretta
misure
altezza: 160 cm; profondità: 135 cm; lunghezza: 600 cm; peso: 3500 kg
materiali
acciaio (fusione/ laminazione); ghisa (fusione)
acquisizione
Montevecchio Società Italiana del Piombo e dello Zinco (1957)
iscrizioni
continuus (commerciale)
MARELLI - MOTORE ASINCRONO 3 FASE ORD 59584 N° 054457 TIPO Aa 7 2 4 CAV 21 kW 15.45 n. 1215 V 160/277 A 73/42 COLLEG. (simbolo della trifase) Hz 42 SERV. Contin V2 248 A2 40 COLLEG. (simbolo della trifase) - ERCOLE MARELLI & C. S.A. MILANO (commerciale / funzionale)
ISTITUTO TECNICO INDUSTRIALE G. FELTRINELLI MILANO REOSTATO TRIFASE Volt HO M 42 Amp 50 (commerciale / funzionale)
MARELLI - MOTORE ASINCRONO 3 FASE ORD 59584 N° 054457 TIPO Aa 7 2 4 CAV 21 kW 15.45 n. 1215 V 160/277 A 73/42 COLLEG. (simbolo della trifase) Hz 42 SERV. Contin V2 248 A2 40 COLLEG. (simbolo della trifase) - ERCOLE MARELLI & C. S.A. MILANO (commerciale / funzionale)
ISTITUTO TECNICO INDUSTRIALE G. FELTRINELLI MILANO REOSTATO TRIFASE Volt HO M 42 Amp 50 (commerciale / funzionale)
settore
Metalli
bibliografia
Museo Nazionale, Museo Nazionale della Scienza e della Tecnica "Leonardo da Vinci" - Itinerario storico, a cura di Majno, G./ Sicola C., Milano, Electa Lombardia, 1992
Museoscienza, Museoscienza, a cura di Curti, O., Milano, Associazione Amici del Museo, 1978
Museoscienza, Museoscienza, a cura di Curti, O., Milano, Associazione Amici del Museo, 1978
tipologia
laminatoio
scheda ICCD
PST